





A hurkos hasítósort olyan ügyfelek számára szabták, akik vékony, nagy pontosságú anyagok nagy sebességű feldolgozását igénylik több keskeny csík kivételes pontosságú előállításához.
|
A hurkos hasítósort olyan ügyfelek számára szabták, akik vékony, nagy pontosságú anyagok nagy sebességű feldolgozását igénylik több keskeny csík kivételes pontosságú előállításához. Széles körben használják azokban az ágazatokban, ahol szigorú követelmények vonatkoznak a szalagvágási pontosságra – például az autóiparban, az elektronikai iparban és a háztartási gépiparban. A tudományosan megtervezett elrendezésnek köszönhetően a hurokvágó gép rendkívül hatékony és precíz hasítási műveleteket tesz lehetővé. Egy kulcsfontosságú tervezési jellemző – és az alapvető megkülönböztetés, amely elválasztja a hurokhasító vonalat a szabványos fém hasítóvonalaktól – egy gödörszerű hurokakkumulátor beépítése a berendezés alapzatába. Ennek a gödörnek a tényleges mélységét és hosszát kifejezetten a fémszalag vastagsága és a tervezett hasítási sebesség alapján határozzák meg; ezek a méretek közvetlenül szabályozzák a hurkos hasítógép hasítási pontosságát és működési stabilitását.
Vékonyabb szalagok esetében – amelyek hajlamosak a hajlékonyságra és hajlamosak a deformációra – jellemzően mélyebb gödörre van szükség annak biztosítására, hogy a szalag stabilan ellazuljon a hurokakkumulátoron belül, megakadályozva ezzel a gyűrődést vagy az oldalirányú eltérést a hasítási folyamat során. Ezzel szemben a vastagabb szalagok esetében – amelyek nagyobb merevséggel és deformációval szemben ellenállóbbak – hosszabb mélyedés szükséges a szalag pufferelési követelményeinek megfelelő kielégítéséhez. Ráadásul a hasítási sebesség növekedésével a gödör mélységével és hosszával szemben támasztott követelmények egyre nagyobbak. Csak ezeknek a pontos követelményeknek megfelelve tudja a hurokhasító vonal maximalizálni a nagy sebességű hasítási potenciált, miközben továbbra is garantálja, hogy a hasítás minősége kompromisszumok nélkül maradjon, így garantálva a rendszer rendkívüli pontossággal és hatékonysággal történő folyamatos működését. |
 |
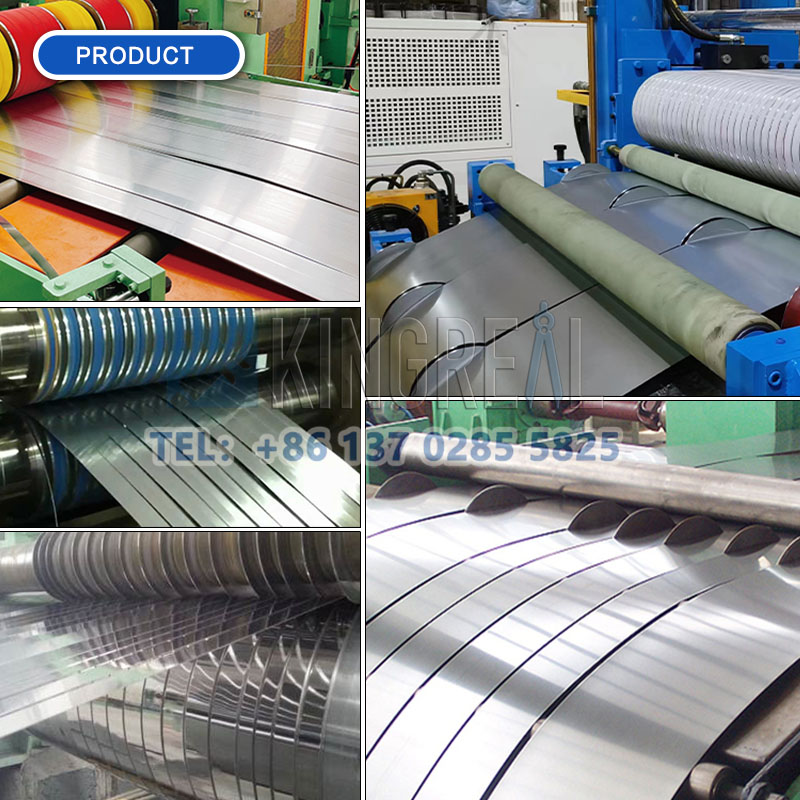
● Nagy hatékonyságú működés — A maximális gyártási sebesség elérheti a 230 m/perc-et is, a sebesség rugalmasan állítható, hogy megfeleljen az adott működési követelményeknek. ● Többcsíkos hasítás — A hurkos hasítósor képes egyidejűleg akár 40 keskeny csíkra is felvágni az anyagot egyetlen menetben. ●Teljes automatizálás – A hurokvágó gép egy keresztirányú forgókerekes tekercstároló karral és egy automata hasított tekercses csomagolósorral van integrálva, hogy a lehető legnagyobb mértékben csökkentse a kézi munkaigényt.

(1) Egyhurkos vágóvonal
(a) Egybejáratú hurok hasítása:Ennek a konfigurációnak az alapelve egy hurokakkumulátor elhelyezése a vágóegység előtt. Ez a különleges architektúra jelentősen javítja a hasítási pontosságot és egyszerűsíti a hurokhasító vonal hasítási folyamatát. Ez a kialakítás egyértelműen megakadályozza a csúszást a hasítópengéknél azáltal, hogy lehetővé teszi a mikrofeszültségű vagy nulla feszültségű hasítást, ezáltal biztosítva a hasított szalagok méretpontosságát – ez a fő tényező a hurokvágó gép azon képességében, hogy megfeleljen a nagy precíziós gyártási igényeknek.
A teljes hurokvágó gép szerkezetének egyszerűsítése és a gyártási költségek és a karbantartás bonyolultságának csökkentése, valamint a működési hatékonyság javítása mellett a decoilernek nincs szüksége további öncentráló mechanizmusra, mivel maga a hurok is tartalmaz egyet.
(b) Egykijáratú hurok hasítása: Ezt a kialakítási konfigurációt az jellemzi, hogy egy hurok van elhelyezve a slitter után. A vágási folyamatot követően a hasított csíkokat a vágógép egy feszültségmentes hurokba vezeti, amely a vágó és a feszítőegység között helyezkedik el; ez az egyik legszélesebb körben alkalmazott egyhurkos tervezési séma, amelyet jelenleg a hurokhasító vonalakban alkalmaznak. Vékony átmérőjű szalagok hasításához bemeneti oldali élvezető rendszerre lehet szükség, amely biztosítja a tekercs stabil letekercselését a vágási folyamat során, és megakadályozza, hogy a szalag eltolódása rontsa a vágási pontosságot. Ez a megközelítés két elsődleges funkciót lát el: Először is hatékonyan megelőzi az egyes szalagok közötti aszinkron visszahúzódással kapcsolatos problémákat – amelyeket gyakran a szalagvastagság eltérései okoznak – azáltal, hogy pontosan szabályozza a visszarúgási feszültséget, hogy biztosítsa a rendezett és egyenletes tekercset.
Másodszor, a kilépőoldali hurok beépítése lehetővé teszi, hogy a szalagok szabadon folyjanak el a hasítókésektől, ezáltal kiküszöbölhető a feszítés alatti hasításhoz tipikusan társuló pengekopás; ez hatékonyan meghosszabbítja a pengék élettartamát és csökkenti a berendezés karbantartási költségeit. Ezen túlmenően, mivel a kilépőszakasz feszültségmentes állapotban működik, hatékonyan megakadályozza az alakváltozási jelenségeket, mint például a "nyakadás" (szalagszűkület), így tovább garantálja a réscsíkok minőségét.
(2) Kéthurkos vágóvonal
A duplahurkos hasítógép fő jellemzője a két gödör alakú hurok beépítése, amelyek stratégiailag el vannak helyezve különböző kulcsfontosságú helyeken, hogy párhuzamosan dolgozhassanak. Ez az együttműködési elrendezés tovább javítja a zsinór hasítási teljesítményét és stabilitását, így ideálisan alkalmas a nagy sebességű hasítási alkalmazásokhoz, amelyek vékony átmérőjű anyagokat tartalmaznak, ahol rendkívül magas szintű hasítási minőségre van szükség.
Az első hurok a decoiler és a slitter között helyezkedik el, kritikus elemként szolgálva, amely lehetővé teszi a teljes vonal folyamatos és szinkronizált működését. Elsődleges funkciója a letekercselési folyamat és a hasítási folyamat közötti sebességkülönbség pufferelése és befogadása. Ezzel biztosítja, hogy a feltekercselési és hasítási műveletek folyamatosan és tökéletes szinkronban menjenek végbe, ezáltal megelőzhetőek az olyan problémák, mint a szalag nyúlása, deformációja vagy hasítási eltérések, amelyek egyébként a sebesség eltéréseiből adódnának. Eközben a padlógödörben található acélszalag teljesen nyugodt állapotban marad. A szeletelő kihúzza a csíkot a gödörből a feldolgozáshoz; mivel a hasítási művelet során nincs ellenfeszültség, a sorjaképződés hatékonyan minimalizálható, ezáltal jelentősen javítva a hasított csíkok élminőségét.
Egy második hurokgödör van elhelyezve a vágó és a feszítő/visszahúzó egység között. A hasítás által kiváltott feszültségek és magában a hengerelt tekercsen belüli vastagságváltozások miatt a hasítás után előállított egyedi szalagok hosszan gyakran kisebb eltéréseket mutatnak. Megfelelő szabályozás nélkül ez az eltérés megzavarná a visszarúgási folyamatot, veszélyeztetve a termelés hatékonyságát és a termékminőséget. Ez a hurkolt gödör hatékonyan alkalmazkodik és kompenzálja ezeket a hosszváltozásokat, ezáltal biztosítja a hasítási és visszahúzási műveletek folytonosságát, és kiküszöböli a gyártási leállítások szükségességét a beállítások elvégzéséhez. Ezen túlmenően ennek a hurokgödörnek a jelenléte megkönnyíti a vágógépet és a visszahúzó egységet hajtó motorok szinkronizált vezérlését.
 |
 |
Megjegyzés: Bár a hurkolt gödör nem feltétlenül kötelező minden fémhasítógép-konfigurációhoz, elengedhetetlen a nagy pontosságú alkalmazásokhoz, vékony átmérőjű anyagokhoz, nagy sebességű műveletekhez és többszálú hasítási folyamatokhoz. Ezzel szemben a normál átmérőjű anyagokhoz és alacsonyabb üzemi sebességhez tervezett egyszerű hasítóvezetékek hurokgödör nélkül is sikeresen üzemeltethetők.
1) Hogyan működik a hurokhasító vonal?
A hurokvágó gép letekercseli a fémtekercset, forgókéssel keskenyebb csíkokra vágja, majd a szalagokat visszahúzza a további feldolgozáshoz vagy szállításhoz.
2) Milyen anyagokat lehet feldolgozni hurokvágó vonallal?
A hurokvágó gépek különféle fémeket képesek feldolgozni, beleértve az acélt, rozsdamentes acélt, alumíniumot, rezet, szilíciumacélt, PPGI-t stb.
3) Milyen előnyei vannak az automatizálásnak a hurokhasító vonalakban?
Az automatizálás javíthatja a keskeny csíkok pontosságát és konzisztenciáját, csökkentheti a kézi munkát, növelheti a termelést és minimalizálhatja az emberi hibákat.
4) Milyen gyakran kell karbantartani a hurokvágó gépet?
A hurokhasító vezetékek karbantartása napi ellenőrzésekre és időszakos nagyjavításokra oszlik. A KINGREAL STEEL SLITTER csapata ajánlásokat ad az ügyfél használati gyakorisága és egyéb tényezők alapján.
5) Mennyi a hasítópengék élettartama?
A hasítópengék élettartamát a gyártási mennyiség, az üzemi feltételek és az anyagtulajdonságok befolyásolják. A penge összetételének és alkalmazásának eltérései jellemzően befolyásolják a hosszú élettartamot.

A KINGREAL STEEL SLITTER a fémhasító vonalak speciális tervezője és gyártójaként több mint két évtizedes kiterjedt tapasztalattal büszkélkedhet a fémhasító vonalak tervezésében és gyártásában. A mélyreható műszaki szakértelmet és a robusztus gyártási infrastruktúrát kihasználva a vállalat a mai napig számos fémmetszősort sikeresen tervezett. Ezeket a rendszereket sikeresen üzembe helyezték, és jelenleg zökkenőmentesen működnek az ügyfelek létesítményeiben a világ különböző országaiban és régióiban, kivételes termelési hatékonyságot és értéket biztosítva ügyfeleink számára. A KINGREAL STEEL SLITTER fémhasító gépsorok változatos földrajzi területet ölelnek fel – többek között Szaúd-Arábiát, Olaszországot, Mexikót, Brazíliát, Indonéziát, Kanadát, Türkmenisztánt és másokat –, amelyek lefedik az összes főbb globális fémfeldolgozási piacot, és nemzetközi projektreferenciák gazdag portfólióját hozták létre.
Legutóbb egy új, egy indiai ügyféllel együttműködésben gyártott fémhasító gépsort sikeresen szállítottak az ügyfél telephelyére tegnap.
A KINGREAL STEEL SLITTER továbbra is elkötelezett a fémhasító vonalak tervezési sémáinak és teljesítményparamétereinek folyamatos optimalizálása mellett. Azáltal, hogy lépést tartunk a legújabb technológiai vívmányokkal és közvetlenül reagálunk ügyfeleink gyakorlati gyártási igényeire, biztosítjuk, hogy minden általunk szállított fémhasítósor tökéletesen illeszkedjen a vevő konkrét működési környezetéhez és gyártási igényeihez. Ezen túlmenően a KINGREAL STEEL SLITTER átfogó támogatási szolgáltatásokat nyújt ügyfeleinek – ideértve a gyárlátogatást, a testreszabott fémhasító vonal tervezését, a gépek telepítését, az üzemeltetési oktatást, a karbantartást és a pótalkatrészek szállítását. A teljes gyártási folyamat biztosításával biztosítjuk, hogy ügyfeleink maximális hatékonysággal és stabilitással tudják hasznosítani fémhasító soraikat.









